

摘要:本文详细阐述了冲裁模具的构造、安装与调整过程。内容包括模具的组成部分、结构设计、安装步骤及注意事项,并重点介绍了模具的调整方法和技巧。通过本文,读者能够全面了解冲裁模具的安装调整过程,确保模具的精确度和稳定性,从而提高冲压生产效率和产品质量。
本文目录导读:
冲裁模是冲压工艺中的重要组成部分,其结构复杂,安装调整精度要求高,冲裁模的安装调整直接影响到冲压生产的安全、效率及产品质量,本文将详细介绍冲裁模的构造、安装及调整过程,以帮助读者更好地理解和掌握相关知识和技能。
冲裁模构造
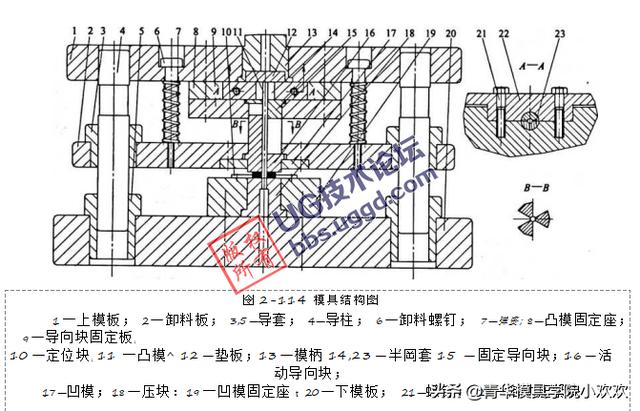
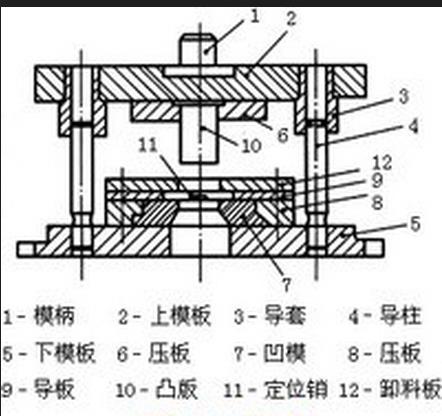
冲裁模的构造主要包括模具底座、模板、刃口、定位装置、卸料装置等部分。
1、模具底座:模具底座是冲裁模的基础部分,其主要作用是固定模板和安装冲压设备,底座应具有一定的强度和刚度,以保证冲压过程中的稳定性。
2、模板:模板是冲裁模的核心部分,其作用是固定刃口和定位装置,模板应具有足够的强度和刚度,同时要保证良好的导向性和平行度。
3、刃口:刃口是冲裁模的切削部分,其质量和精度直接影响到冲裁质量和模具寿命,常见的刃口材料包括高速钢、硬质合金等。
4、定位装置:定位装置主要用于保证冲压过程中工件的位置稳定,包括导向销、挡料装置等。
5、卸料装置:卸料装置主要用于协助工件从模具中顺利脱出,包括弹簧、橡胶等弹性元件。
冲裁模的安装
冲裁模的安装主要包括底座安装、模板安装和刃口安装等步骤。
1、底座安装:将模具底座固定在冲压设备的相应位置,确保底座与冲压设备之间的连接牢固、稳定。
2、模板安装:在底座安装完成后,将模板安装在底座上,确保模板的平行度和垂直度符合要求,要检查模板上的孔与冲压设备上的孔是否对齐,以确保冲压过程中的稳定性。
3、刃口安装:将刃口安装在模板上,确保刃口的锋利度和精度,在安装过程中,要注意保持刃口的间隙均匀,避免出现过紧或过松的情况。
冲裁模的调整
冲裁模的调整主要包括间隙调整、刃口磨损调整和位置调整等。
1、间隙调整:间隙是指刃口之间的间隙,其大小直接影响到冲裁质量和模具寿命,在安装完成后,要对间隙进行调整,确保其大小合适,间隙的调整可通过调整模板上的螺栓或垫片来实现。
2、刃口磨损调整:在冲压过程中,刃口会出现磨损,导致冲裁质量下降,要定期检查刃口的磨损情况,并及时进行修磨或更换,修磨后,要重新调整间隙,确保冲裁质量。
3、位置调整:位置调整主要包括工件在模具中的定位调整和卸料装置的位置调整,定位调整可保证工件在冲压过程中的位置稳定,卸料装置的位置调整可确保工件顺利从模具中脱出。
安全注意事项
1、在安装和调整冲裁模时,要遵循设备操作规程,确保人身安全。
2、安装和调整过程中,要检查模具各部分的紧固件是否牢固,避免松动或脱落。
3、在试冲过程中,要观察冲压设备的工作状态,确保模具工作正常。
4、定期检查和维护冲裁模,确保设备的正常运行和安全生产。
冲裁模的构造、安装和调整是一项复杂而重要的工作,需要专业的知识和技能,本文详细介绍了冲裁模的构造、安装和调整过程,希望能帮助读者更好地了解和掌握相关知识,在实际操作中,要遵循安全操作规程,确保人身和设备安全。
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...